以下是我個人2015/05年發表的資料,由於研發部已被廢除,我也被當成廢人,現在完全被當成打雜的。
所以開始公布我個人私自研究的資料。
(PS:當時我負責的工作是電子測試,不負責cable端的任何工作,這是我個人的自行研究,用我自己的電腦,沒有借助公司任何設備。當時對於公司疑問解答以及尋求幫忙,完全出自我個人內心的好心,本人既沒有要求升職或相關獎金,也沒有獲得公司提供的相關代價的升職或獎金。)
由於近期科技進步,銅線線材都已經進入10Gbps的時代了,而且線材接點跟線材直接都大幅精密化造成焊接失敗、斷線等問題常常發生,原因大都是糾結在焊接工藝,例如冷焊、空焊,以及加熱過久所造成的錫渣氧化跟掉pad、焊點強度大幅降低等不良。所以針對此項,有三項建議引進設備:
手持式顯微鏡焊接電烙鐵
其可進行微細焊接,適合細線焊接。
敬請參考『白光顯微鏡級焊接烙鐵頭FM-2032』
氮氣焊接系統
氮氣焊接有以下好處,可以大幅改善現有無鉛焊錫之焊接工藝因為氧化錫渣,所造成的焊接空洞跟冷焊、錫渣造成的微短路、焊點強度大幅降低等焊接不良。其實本公司早就必須引進此無鉛焊接的改良設備。不管是手工焊接還是Hot Bar、波焊、迴焊,只要是無鉛焊錫,都需要添購氮氣設備,以便改善焊錫的不良產生。
- 預熱效果:
氮氣通過手柄的發熱元件噴出,逹致預熱的效果。多層線路板和高密度線路板這類比較熱敏感元件也能順利焊接,無需要大幅度提升烙鐵頭的溫度來滿足無鉛焊接的高溫度需求。 - 改善焊錫的潤濕性和擴大性:
使用氮氣焊接能改善無鉛焊錫 高溫焊錫及一般焊錫在焊接時的潤濕性和擴大性,提升焊接效果。 - 減少氧化:
使用氮氣焊接能減少焊錫(包括無鉛焊錫 高溫焊錫及一般焊錫)及焊嘴在焊接時出現的氧化現象。
敬請參考附件 『白光fx-8302氮氣焊接設備』 ,以及無氮氣和有氮氣之焊接效果差異示範影片
雷射焊接跟雷射剝線設備跟生產技術引進
雷射焊接可進行精密焊接,而且焊接接點強度與傳統焊接相比可以說是非常強壯!
敬請參『恆溫激光焊錫系統』和『激光高速精密微錫焊系統』
PCB的防剝離之改善設計
建議可做以下設計,強化抗因焊接不良所造成的剝離跟線路open。

a. 防焊油墨設計變更
利用防焊油墨壓住Pad避免剝離


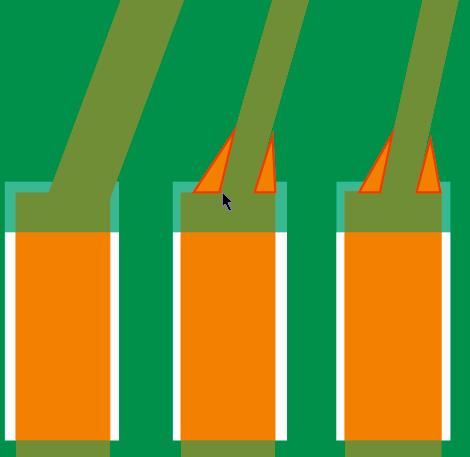
b. 放寬Pad到線路的通道面積
將Pad到線路的銅箔面積增大少許,將焊接的熱應力可以快速的導熱至線路,不會因為導熱通道突然變小,造成焊接加熱溫度集中於Pad與線路接觸點,快速變化的熱脹冷縮以及熱膨脹係數不同,熱應力就造成Pad跟線路斷裂。
建議放寬的設計如下紅色邊框,但須考量特性組抗,所以只能微變更。
快速加熱,又加上兩者熱膨脹係數差異過大,熱應力會將線路剝離斷裂。其就已經是微open不良。

之後,又再因烙鐵頭持續過度加熱於小小面積的Pad上(因為導熱線路斷掉了,熱只能集中於Pad),最後就整個Pad跟線材一起剝離了。此不良又常在出貨後或在搖擺拉扯線材後,才發現open。

真是太有研究精神了, 我雖是在這行業, 但長知識了!!!!
以我經驗, PAD易剝落常發生在0201的一些被動零件上,
IC的接腳因都是用熱風槍處理, 熱量均勻, 倒是不太常發生.
不知版主經驗也是如此?
讚讚
我們的產業升級比較慢,還有一堆需要人工焊接的,所以思考的點會有所不同。
另外電路板的問題,我都是去詳讀TPCA的書籍: https://tw.zinio.com/www/browse/product.jsp?rf=sch&productId=206955307#/
讚讚
沒錯, 若需大量人工焊接, 那就必需想辨法用外部手段將人工出錯率降低
必竟不是每個人都有如dario pegoretti超凡的工匠手藝
讚讚
大大,請問在不使用焊錫的情況下,如何將CABLE與輻射體做連結?
讚讚
是有超音波跟雷射焊接可用, 另外就是hotbar壓熔。
但建議線材還是要上錫(不管是浸錫還是用錫膏),接觸面積跟焊接強度才能實用。
讚讚